Токарные работы
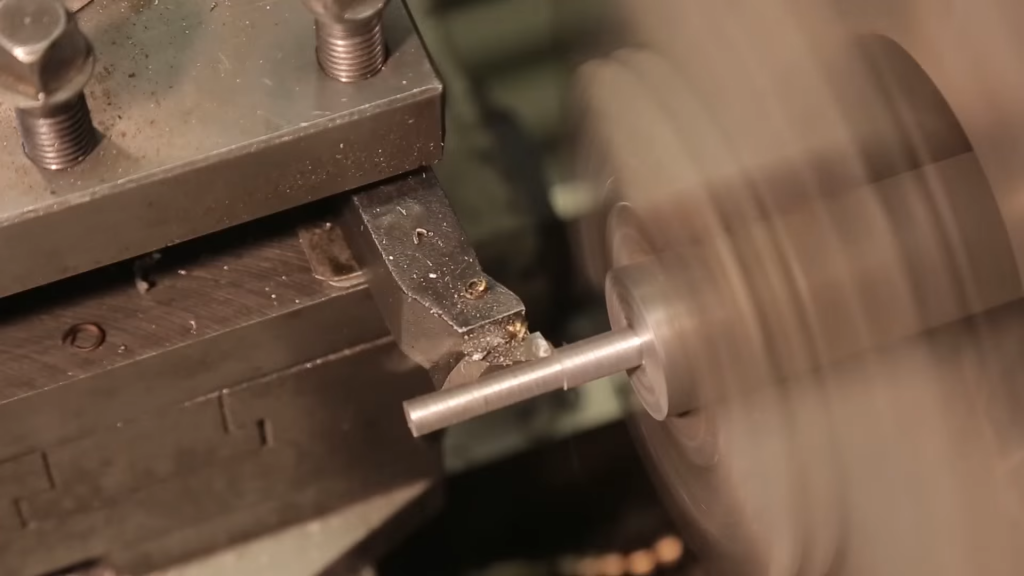
Токарные работы представляют собой метод механической обработки заготовок, заключающийся в удалении ненужного материала в целях придания им требуемой формы. Эта разновидность работ применяется для обработки различных поверхностей деталей: наружных, внутренних, конических, торцевых, цилиндрических, конических, фасонных поверхностей, а также для обрезки заготовок, вытачивания пазов и канавок, нарезания резьбы.

Основные характеристики и требования к обрабатываемым материалам:
| Максимальный диаметр точения над станиной, мм | 806 | |
| Максимальный диаметр точения над суппортом, мм | 527 | |
| Максимальная длинна обработки наружных поверхностей, мм | 521 | |
| Диаметр отверстия в шпинделе, мм | 76 | |
| Максимальный диаметр прутка в главном шпинделе, мм | 51 |